

在上一篇博客文章中,我们详细介绍了用于描述压电材料的标准。COMSOL Multiphysics 支持两种压电材料标准:IRE 1949 标准和 IEEE 1978 标准。今天,我们将演示如何使用这两个标准设置晶体的方向,特别是 AT 切石英板的方向。
使用两个标准设置晶体的方向
要在 COMSOL Multiphysics 中设置晶体的方向,必须指定晶体轴与用于定义几何图形的全局坐标轴的方向相对应。这不同于标准中定义晶体取向的方式。因此,在定义几何图形的方向时需要小心。例如,如果板的方向改变,晶体轴的方向将随之改变。今天,我们将展示如何在实体几何中以不同的方向设置 AT 切石英板。
在上一篇博文中,我们详细讨论了 IEEE 1978 标准和 IRE 1949 标准中使用的系统。由于每个标准规定的晶轴方向不同,因此它们对 AT 切的定义也不同。下表显示了 AT 切的两种定义:
| 标准 | AT 切定义 |
|---|---|
| IRE 1949 | (YXl) 35.25 |
| IEEE 1978 | (YXl) -35.25 |
标准之间的差异可以通过从晶体切割的板所具有的由 l–w–t 轴集(l–w–t代表长度、宽度和厚度)定义的方向不同来解释。切割定义中括号内给出的前两个字母 -Y 和 X- 定义了最初与 l 轴和 t 轴对齐的晶轴。然后,围绕 l– 轴旋转 35.25°。标准之间的旋转方向不同,因为材料属性是相对于不同标准内的轴组定义的。我们可以看下图,它显示了围绕 l– 轴的转向对于 1978 年的标准( IEEE 1978)来说是正向的,但是对于 1949 年的标准( IRE 1949)来说是反向的。
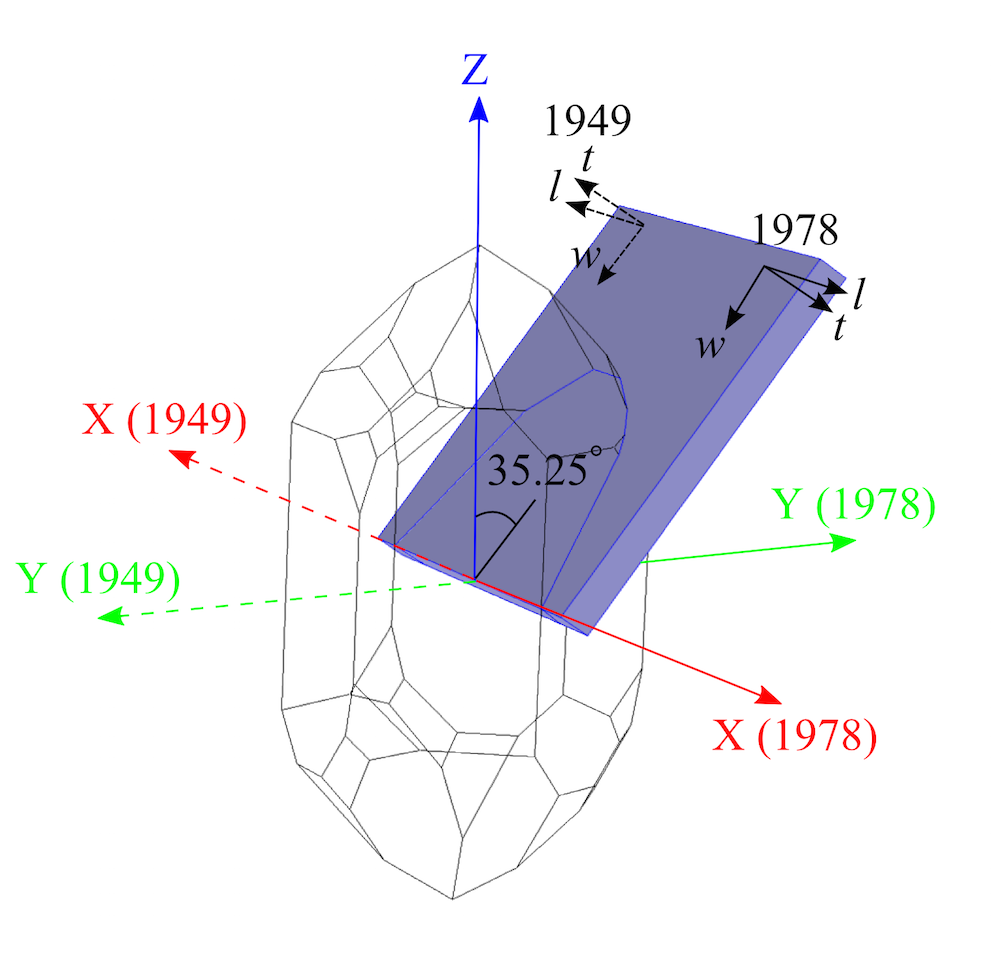
图中显示石英的 AT 切 (淡紫色长方体) 与右旋石英晶体。同时显示了由 IRE 1949 标准和 IEEE 1978 标准采用的轴组,以及板中 l–w–t 轴的设置。
这两种标准还有一个微妙的区别。由于在两个标准中定义了 AT 切,因此厚度和长度方向在两个标准之间是相反的(如上图所示)。从图中可以清楚地看出,要获得与 1949 年标准完全相同的板方向,1978 年标准需要围绕 w-方向额外旋转 180°。在这种情况下,1978 年标准中的 AT 切将被定义为: (YXlw) -35.25° 180°。在 COMSOL Multiphysics 中建立模型时,我们需要仔细考虑标准之间的这些差异。
全局坐标系
建立模型的一种方法是保持全局坐标系与晶体轴对齐,并简单地旋转板以与本文中的第一幅图对应。就像我们看到的一样,这种方法是完全可行的,只是它会导致几何形状的设置非常不便。
相反,我们将考虑如何定义 AT 切石英盘的材料方向。在这个 COMSOL Multiphysics 模型中,晶体方向由压电材料设置窗口中的坐标系选择决定。晶体方向通过用户定义的轴系指定,该轴系可在坐标系组合框中选择,如下所示。此示例基于简化版本的厚度剪切模式石英振荡器教程,您可在 COMSOL 案例库中找到。
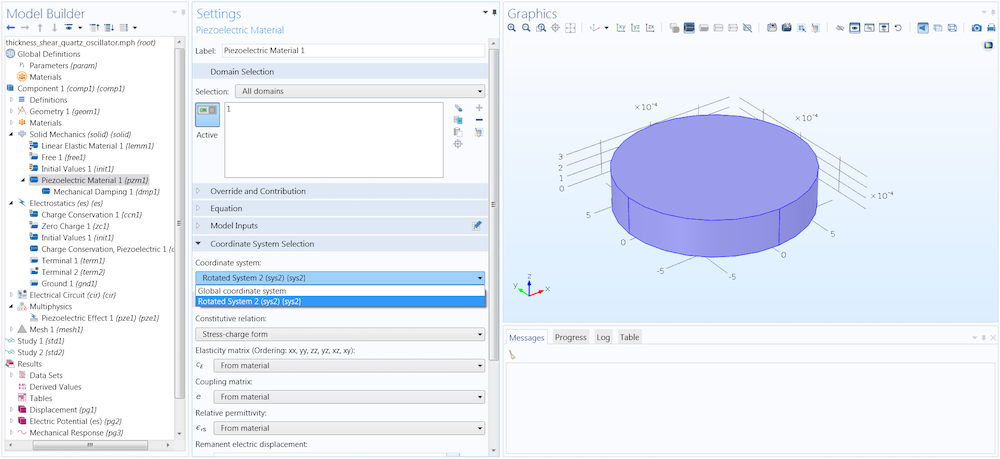
在 COMSOL Multiphysics 中更改压电材料的坐标系。
在上面的例子中,材料使用了1978年标准定义的左旋石英。如果我们希望使用全局坐标系来确定晶体方向,那么石英圆盘必须按照第一幅图中所示的方式进行定向,轴设置采用1978年标准。这可以通过使圆柱体绕 x 轴旋转来实现。
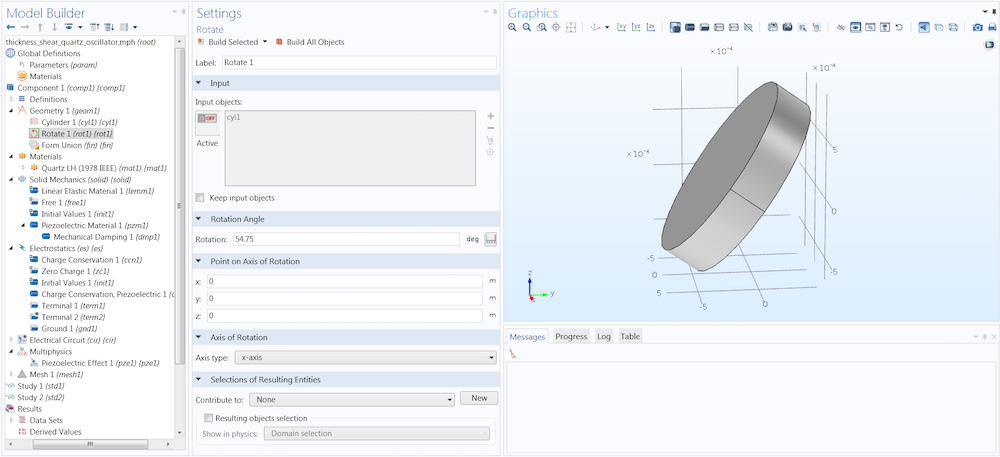
对石英圆柱体进行旋转操作。
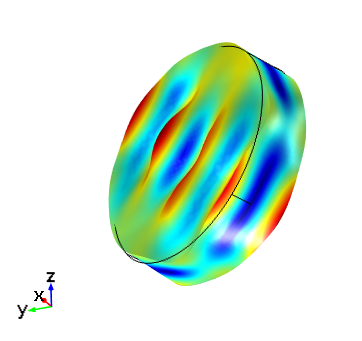
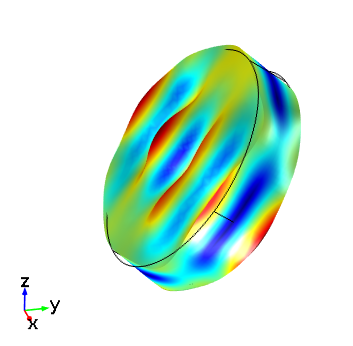
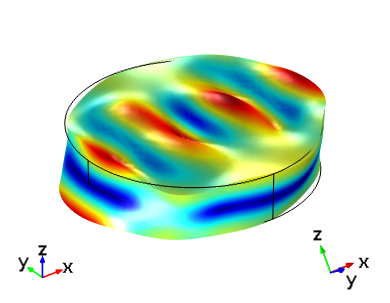
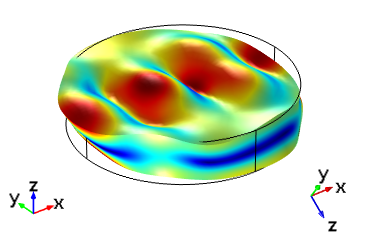
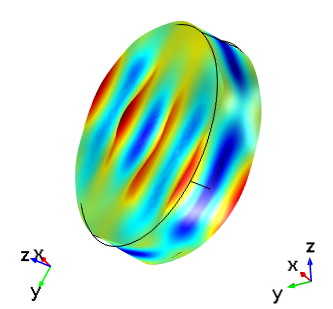
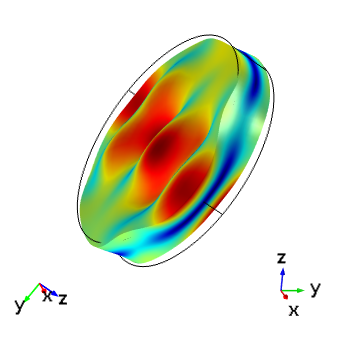
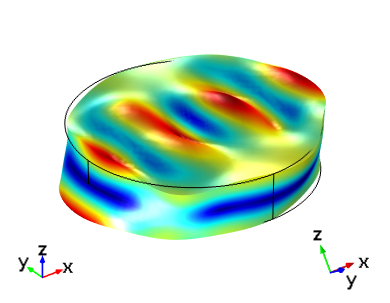
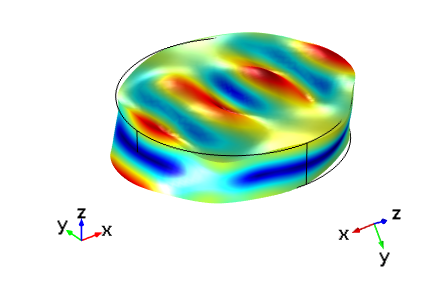
下图显示了在不同选定方向设置时,设备的响应。晶体以厚度剪切模式振动。要获得此结果,您可以使用 COMSOL 案例库中的模型文件中的研究1,并求解单一频率 5.095 MHz。
| IRE 1949 标准 | IEEE 1978 标准 |
|---|---|
|
|
根据 IRE 1949(左)和IEEE 1978(右)标准设置的 AT 切晶体板的厚度剪切模式。驱动频率为 5.095 MHz。在这两种情况下,COMSOL Multiphysics 中的全局坐标轴与晶轴对应。
在 IRE 1949 标准中建立模型很简单,因为 COMSOL Multiphysics 在每个标准中都包含左旋和右旋石英的材料属性。要使用另一个标准,只需要将 Quartz LH (1949) 添加到材料模型中,并选择石英圆盘。这将覆盖先前添加的材料。然后,将圆盘的旋转角度改为-54.75°,以使盘的方向等同于第一幅图所示的板。如上图显示,按照这些步骤进行操作后,1949标准给出的结果与1978标准相同。虽然这两个图形看起来是相同的,但是全局坐标轴已被旋转,因此它们对应于第一幅图中的两个轴集。
如本例所示,可以将全局坐标系用于晶轴。但是,对于像AT切这样的切割,这将导致板在几何图形中出现非常用的方向。在实际应用中,一个模型中可能包含多个压电元件且具有不同的方向,则这种方法不能用于所有晶体。因此,通过旋转坐标系来指定晶体取向通常更为方便。
旋转坐标系
在 COMSOL Multiphysics 环境中,指定旋转坐标系最方便的方法是通过 Euler 角设置。给定晶体切割所需的 Euler 角,将根据板相对于模型全局坐标的不同方向而变化。现在,我们将考虑如何使用两个标准为不同的板方向指定 Euler 角。
给定标准中所需的 Euler 角的最佳确定方法是仔细绘制一个示意图,该图指定
l–w–t 轴相对于晶轴的方向。请注意,在 1978 年标准的一些图中,l,w 和 t 被标记为板的尺寸,而不是一组右旋轴系。在 COMSOL Multiphysics 模型中确定板的 Euler 角时,最好确保它们被绘制为一组右旋轴,以避免潜在的混淆。
Euler 角决定了相对于全局坐标系(Xg–Yg–Zg)的晶轴方向(Xcr–Ycr–Zcr)。因此,相对于全局坐标系的板的方向和晶体切割决定了Euler 角。
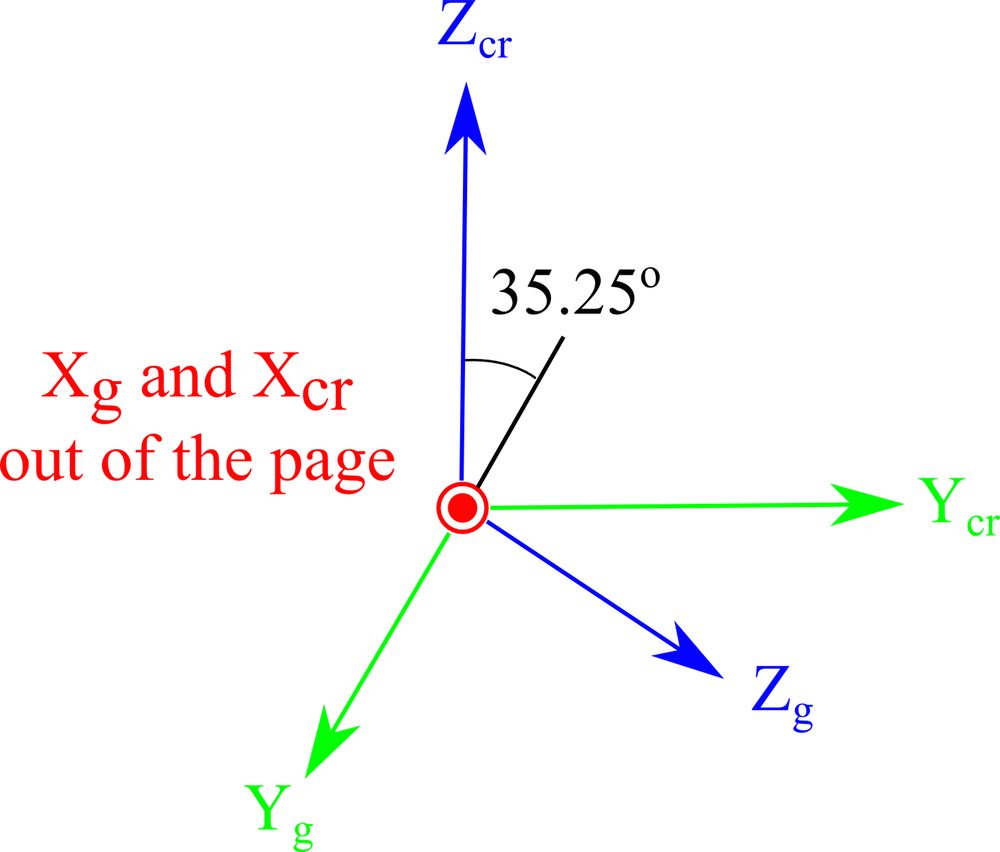
例如,我们将考虑 l–w–t 轴与全局轴 Xg–Yg–Zg 对齐的情况(对应于板,其厚度在 Zg 方向)。这通常是在较大的几何形状中定位板的最便捷的方法。下图显示了当我们采用第一幅图并且旋转该板,使得在这两个标准范围内,l, w,和 t 轴与全局轴Xg–Yg–Zg对应。为了便于与初始图形进行比较,两个标准中所显示的全局轴方向不同。
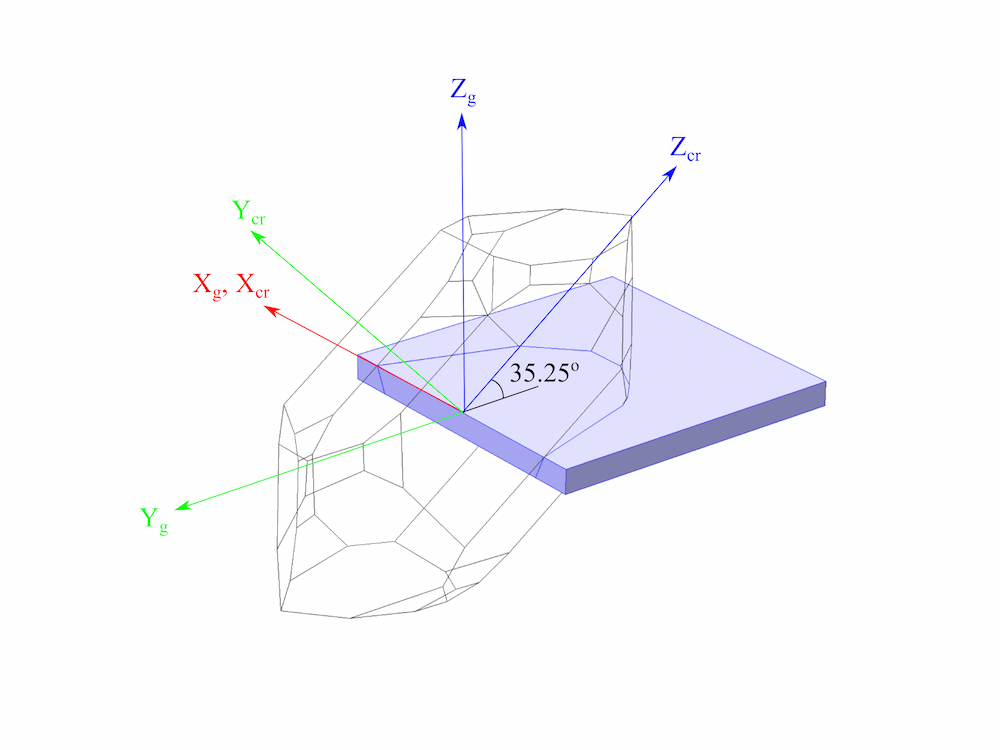
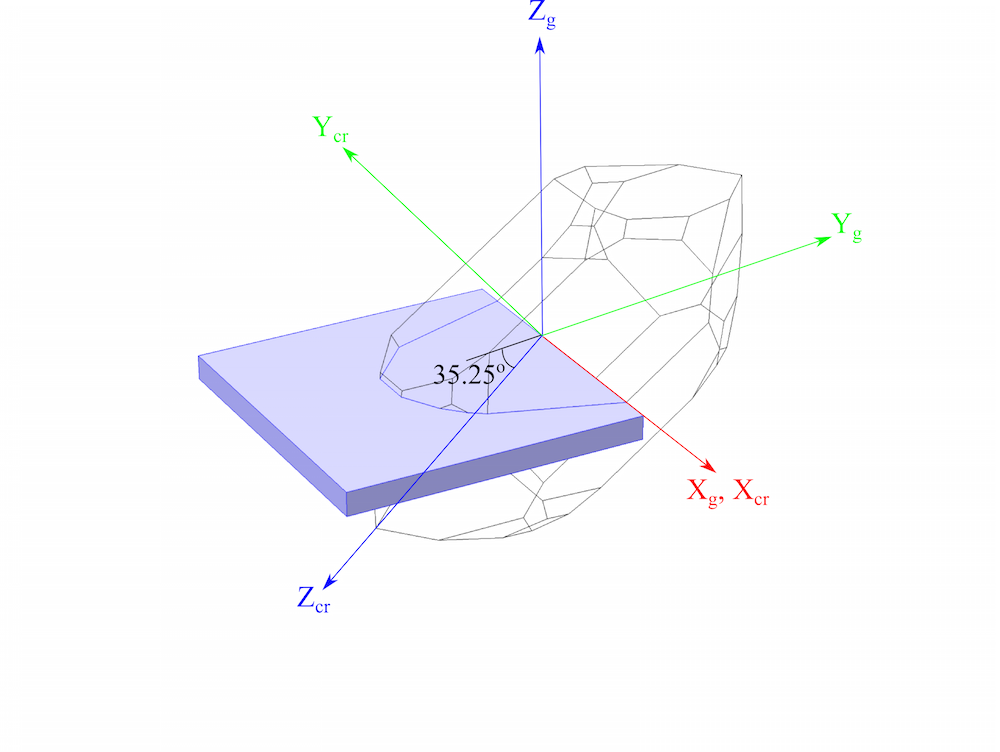
旋转后的石英 AT 切在 1949 年标准(左)和 1978 年标准(右)中,l, w,和 t 轴对应于全局轴 Xg–Yg–Zg 的图示。Y 和 Z 轴位于一个平面上。
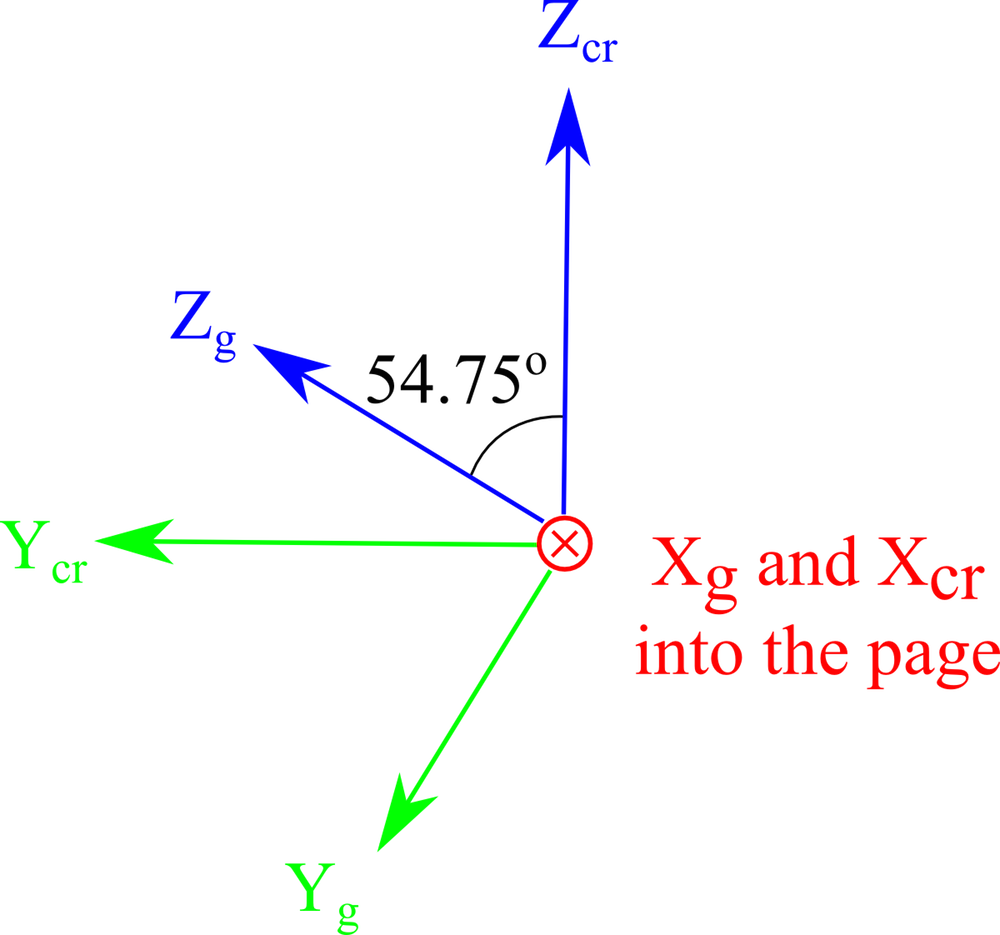
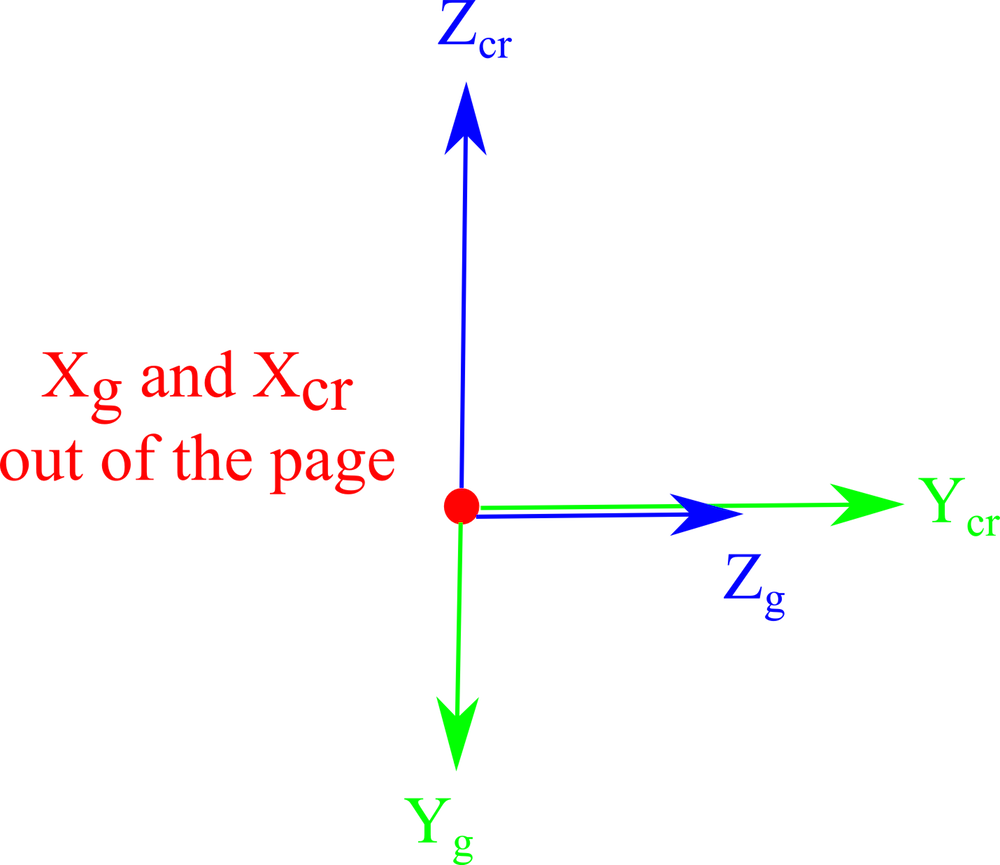
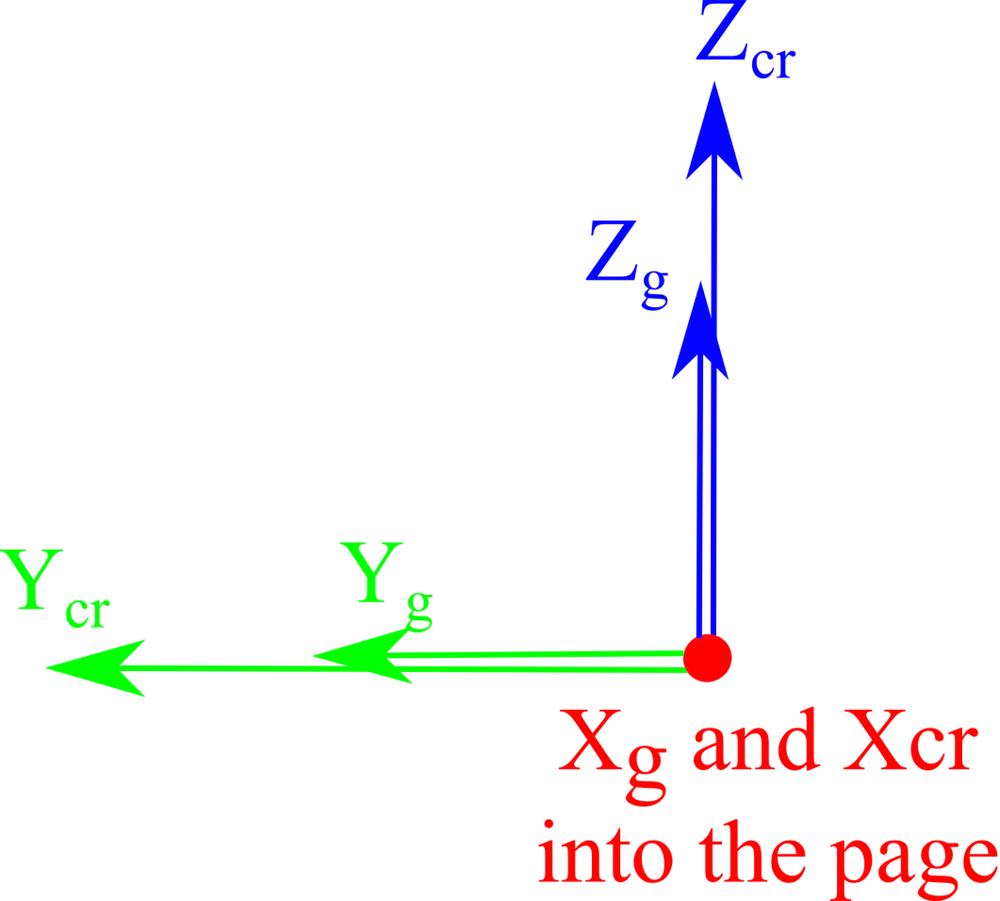
下图显示了从第一幅图侧视方向查看未旋转和旋转的轴系。这个图表示了一个更简单的用“纸和笔”来确定 Euler 角的方法。
| IRE 1949 标准 | IEEE 1978 标准 | |
|---|---|---|
| 未旋转的轴方向 |
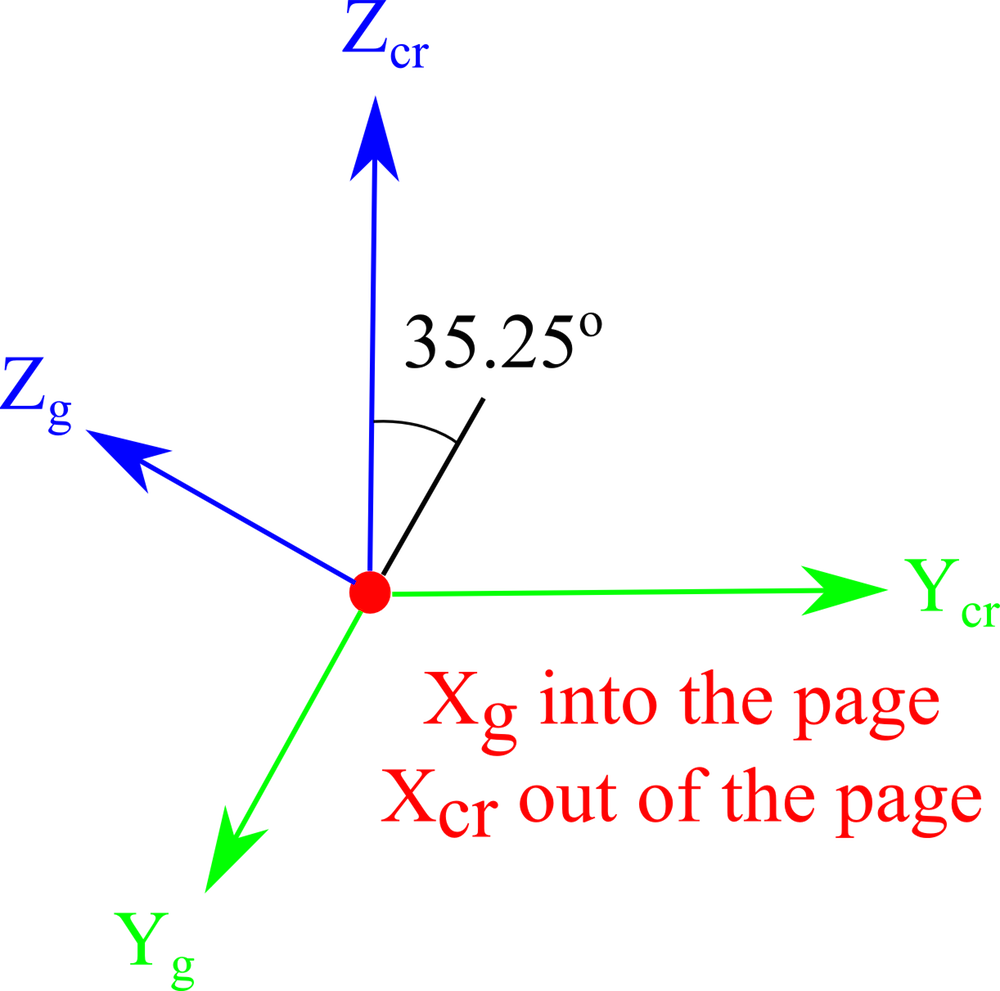
|
|
| 旋转的轴方向 | 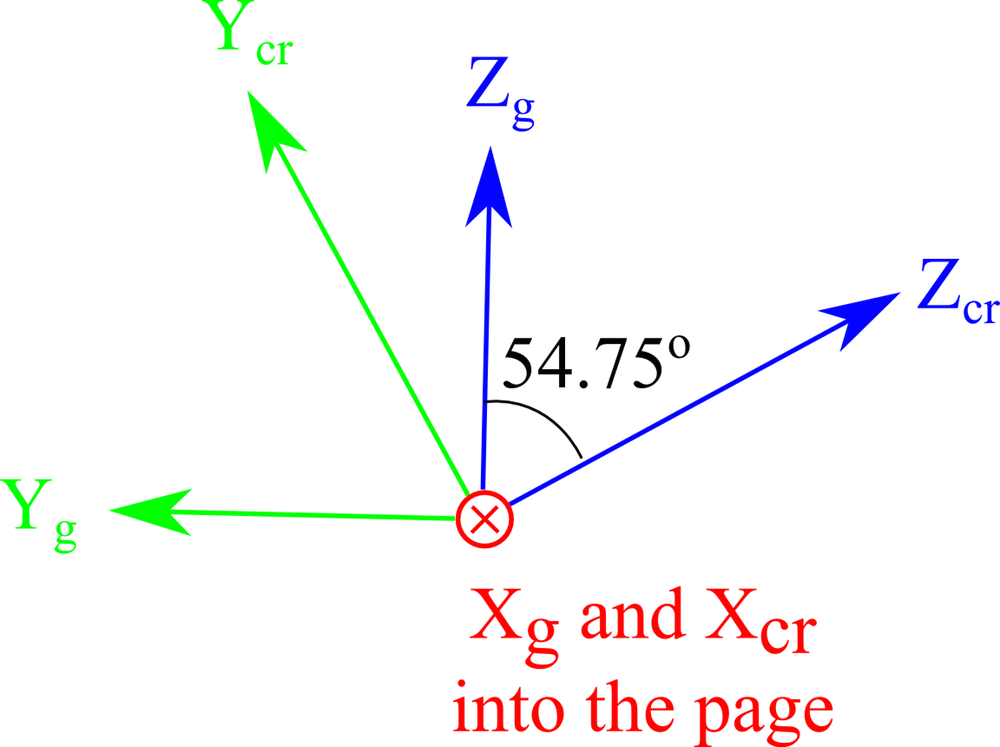 |
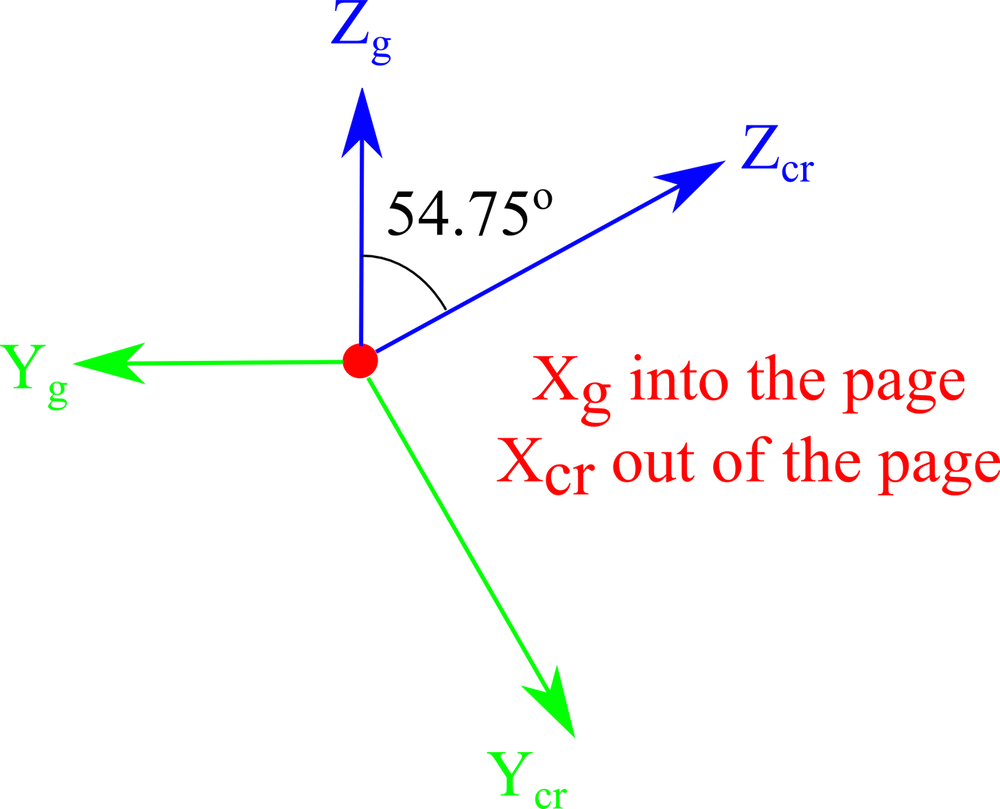
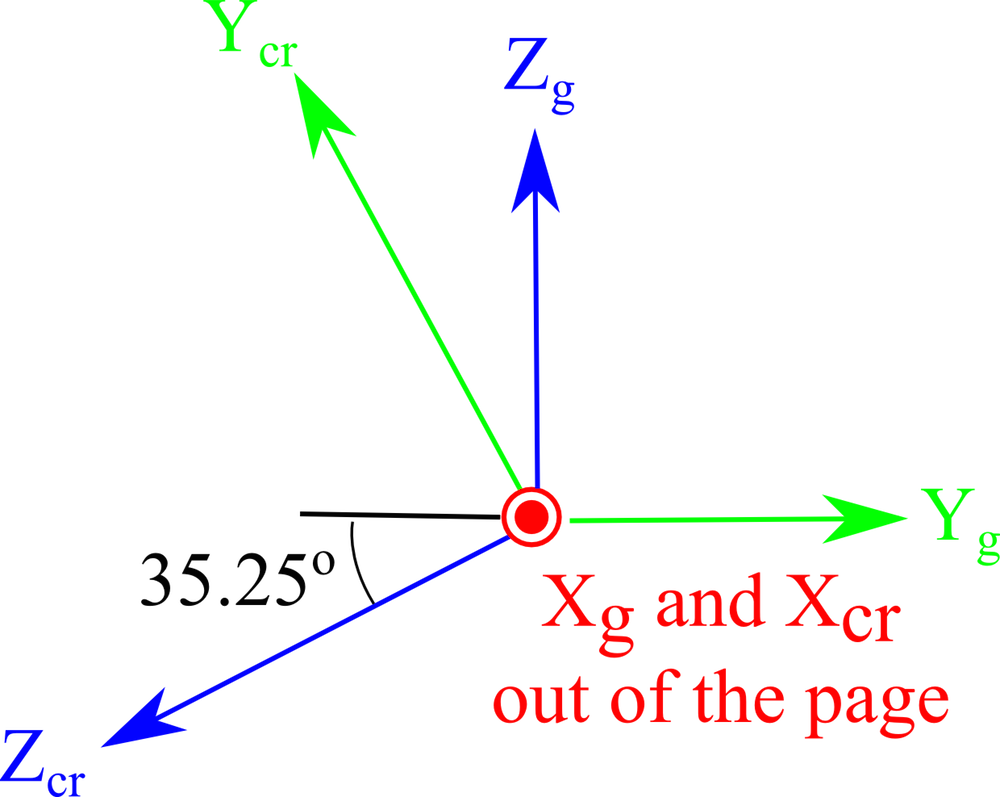 |
切割晶体时(顶部)和板轴平行于全局轴时(底部)的轴方向视图。
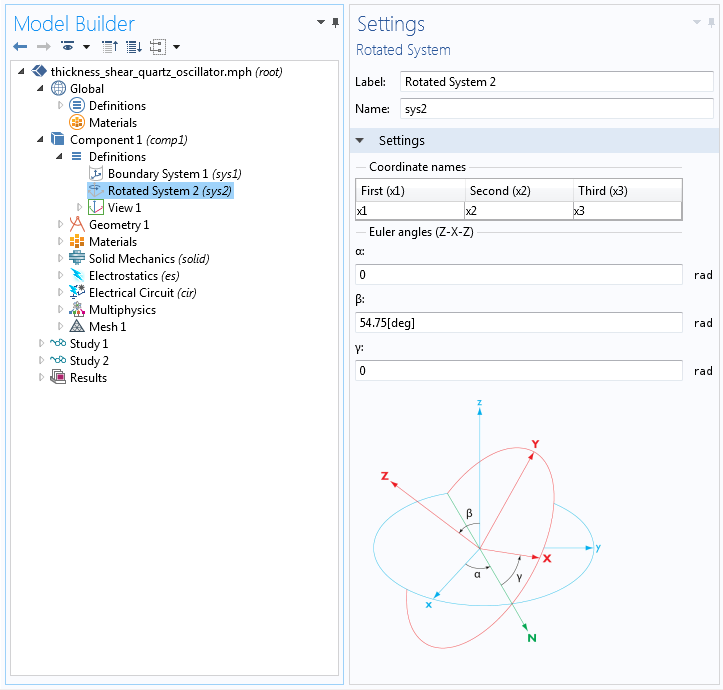
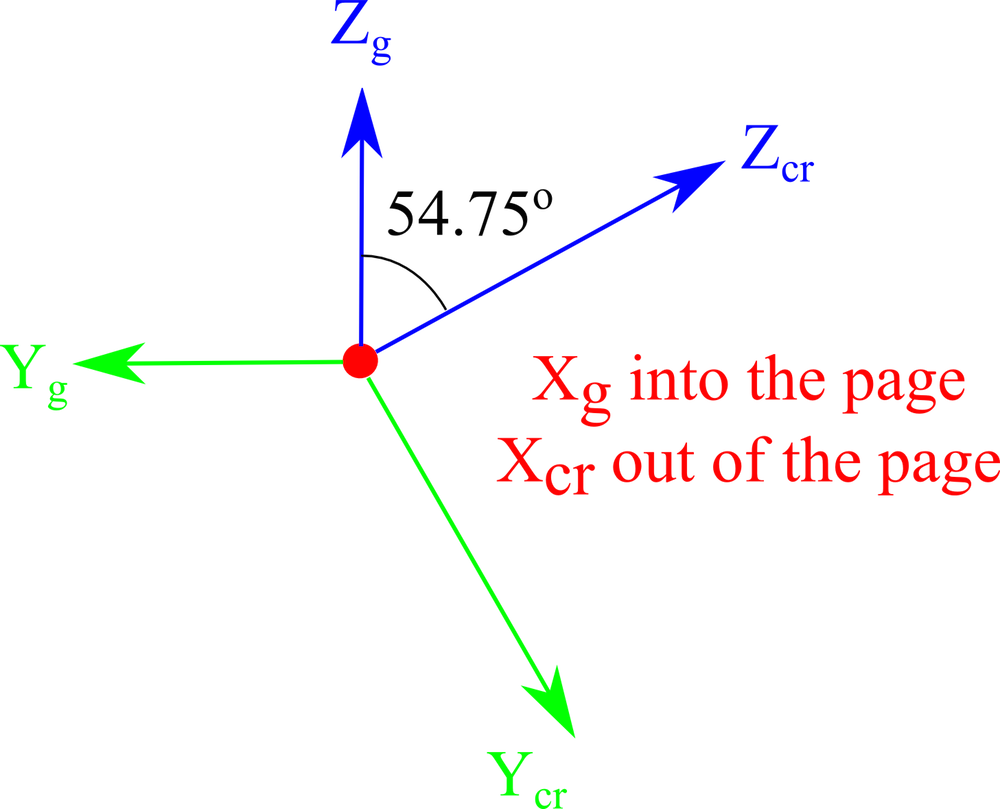
下图显示了如何在 COMSOL Multiphysics 中为旋转系统指定Euler角。任意旋转的系统可以通过先围绕 Z– 轴旋转,然后绕着 X– 轴旋转 (在下图中标记为 N),最后再绕 Z– 轴旋转。这就是所谓的 Z–X–Z 方案。
需要注意的是,对于通过多次旋转指定的切割,在指定 Euler 角时通常需要反向应用旋转。这是因为 COMSOL Multiphysics 软件指定了晶体相对于板的方向,而从晶体切割板所用的标准指定了板相对于晶体的方向。从上图可以直接获得等效的 Euler 角设置。
| Z | X | Z | |
|---|---|---|---|
| IRE 1949 标准 | 0° | 54.75° | 0° |
| IEEE 1978 标准 | 0° | 125.25° | 0° |
在两个标准范围中 AT 切的 Euler 角。绕 Z- 轴右旋的两个角度都是正的。
通过旋转坐标系特征使用 Euler 角指定坐标系。
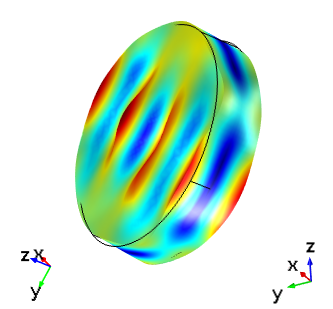
如果我们使用上表中指定的 Euler 角来设置石英圆盘的厚度剪切模式,我们将获得具有相同激励和方向的两个板的结果如下图所示。哪里出了问题?问题在于,AT 切的厚度方向在两个标准内定义在相反的方向上。为了使用两种标准的模型获得相同的结果,我们可以切换驱动电极的极性,或者尝试使用上面提出的 1979 AT 切割定义:(YXlw) -35.25 180。作为最后一个练习,我们来考虑如何为这个双旋转切割设置 Euler 角。
| IRE 1949 标准: (YXl) 35.25° | IEEE 1978 标准: (YXl) -35.25° |
|---|---|
|
|
|
|
在驱动频率为 5.095 MHz 的情况下,根据 IRE 1949 和 IEEE 1978 标准建立的同一板的 AT 切晶体的厚度剪切模式。在每个图像中,左侧显示了全局轴方向,右侧显示了晶轴方向。顶部图像与全局坐标对齐,底部图像显示的晶体坐标与第一幅图中的方向相同。
下表中为涉及定义切割 (YXlw)-35.25° 180° 的旋转操作序列和将全局轴旋转到晶体轴上所需要的 Z-X-Z Euler 旋转序列。表中提供了相应的 Euler 角。请注意,Euler 角的旋转顺序与切割定义中指定的旋转顺序相反。
| IEEE 1978 标准: (YXlw) -35.25° 180° | |
|---|---|
| 1.厚度方向(Zg)沿晶体 y 轴(Ycrg)沿晶体 x 轴(Xcr)定向。 |
|
| 2. 将切割绕 l – (Xg)轴旋转 35.35°。 | 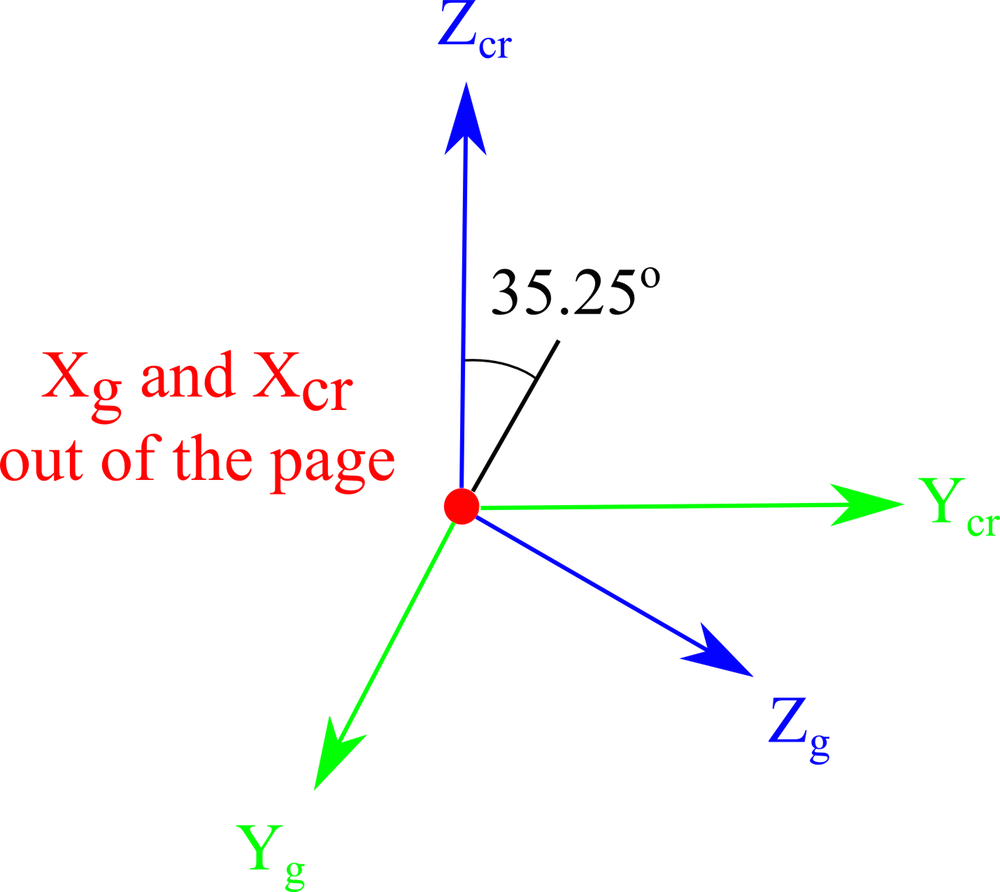 |
| 3. 将切割绕 w-(Yg)轴旋转 180°。 |
|
| 4. 重新调整上图的方向,使全局轴处于常见的指向。 |
|
对应于 IEEE 1978 标准中的切割 (YXlw)-35.25° 180° 的旋转序列。
| 等效 Z-X-Z Euler 角 | |
|---|---|
| 1. 首先将晶体和全局轴对齐。 |
|
| 2. 将晶体轴绕 z 轴(Zcr)旋转180°。 | 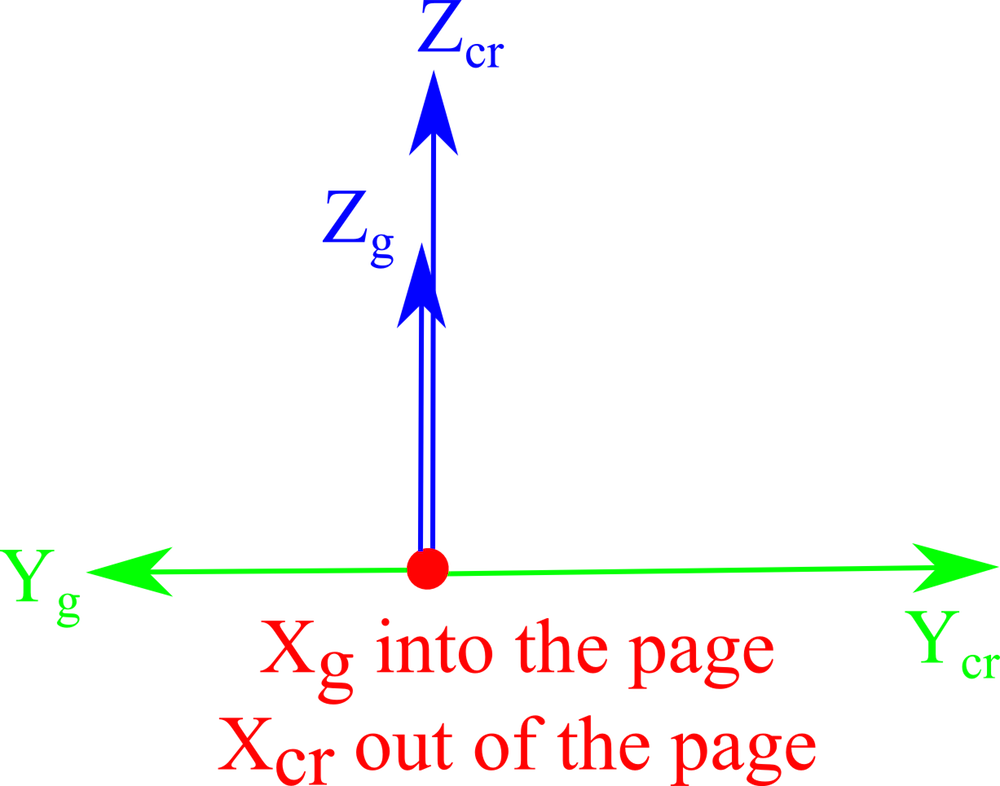 |
| 3. 绕新的晶体 x 轴(Xcr)旋转晶体轴 -54.75°。 |
|
确定晶体轴相对于全局轴的 Euler 角的相应旋转。
| X | Z | X | |
|---|---|---|---|
| IEEE 1978 标准: (YXlw) -35.25° 180° | 180° | -54.75° | 0° |
IEEE 1978 标准中切割 (YXlw)-35.25° 180° 的 Euler 角。该切割与 IRE 1949 标准 AT 切割定义中板的方向完全相同。
最后,下图显示了 IRE 1949 标准 AT 切与切割 (YXlw)-35.25° 180° 的频域响应的对比。不出所料,这两个设备的响应现在是相同的。
| IRE 1949 标准: (YXl) 35.25° | IEEE 1978 标准: (YXlw) -35.25° 180° |
|---|---|
|
|
|
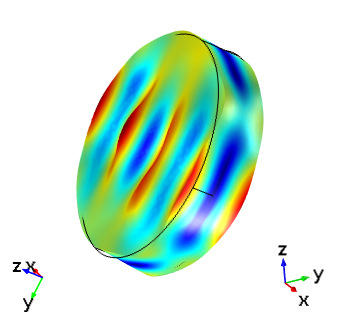
|
在驱动频率为 5.095 MHz 下,IEEE 1978 标准中的切割 (YXlw) -35.25 180 与根据 IRE 1949 标准设置的 AT 切晶体的厚度剪切模式对比。在每个图像中,左侧显示了全局轴方向,右侧显示了晶轴方向。顶部图像与全局坐标对齐,底部图像显示的晶体坐标与本文第一幅图中的方向相同。
拓展阅读
- 下载文中的教程:厚度剪切模式石英振荡器
- 阅读相关博客文章:压电材料:标准简介

评论 (2)
liang wang
2025-02-07图中(第一张图)为标注右旋,但软件用的是左旋石英晶体,请问是这有什么原因吗,非常感谢解答。
Hao Li
2025-02-11 COMSOL 员工您好!感谢您的评论。
图1仅作为示意图晶体切型的示意图。案例是中的石英振荡器是以左旋石英晶体作为材料的。
如果有进一步问题,建议您联系COMSOL的技术支持团队:
在线支持中心:www.denkrieger.com/support
Email: support@comsol.com
谢谢!